


中國新型涂料網(wǎng)訊:
無氣噴涂技術是無氣噴漆法是重防腐涂料涂裝中廣泛使用的噴漆方法。它與空氣噴漆的區(qū)別在于,空氣沒有與涂料混合而成漆霧,故稱“無氣”。無氣噴涂的涂裝作業(yè)對涂裝效果的影響可以從噴涂距離、噴霧霧幅的重疊噴槍的移動速度和正確安排噴漆順序四個方面考慮。
1、噴涂距離
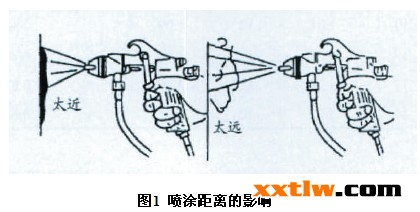
噴涂距離指噴槍前部與鋼結構表面的距離,一般為30~35 cm。噴涂距離保持恒定是確保涂層均勻的要素。噴涂時,如果離噴涂表面太近,會引起涂料堆積,涂膜厚度過大及流掛的產(chǎn)生;如果太遠,又會引起干噴,涂料不能有效地呈濕態(tài)附著,見圖1。
2、噴霧霧幅的重疊
由于噴霧圖形中部涂膜較厚,邊緣較薄。噴涂時,必須前后噴霧相互搭接,才能使涂膜均勻。即在噴完第一排霧幅后,第二排霧幅要與第一排霧幅重疊30 %~50 %,以保證膜厚的均勻性。
3、噴槍的移動速度
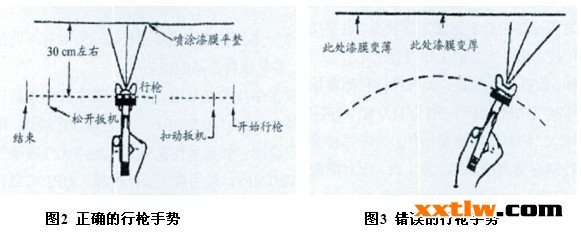
除了按既定膜厚選擇合適的噴嘴外,噴槍的移動速度是控制膜厚的主要因素。鋼板預處理流水線及集裝箱自動噴漆裝置將噴槍移動速度調(diào)節(jié)在最佳狀態(tài)。在鋼結構等行業(yè)中,無氣噴漆操作人員,應樹立高度責任心,刻苦鉆研技術,針對結構特性和規(guī)定膜厚,確定適當?shù)倪\行速度,并保持恒定,以取得均勻的膜度。手持噴槍使噴束自始至終垂直于表面(見圖2),弧形移動噴槍(見圖3)會導致不均勻施工,并在每一噴道中間出現(xiàn)漆膜厚度過大,而兩端漆膜較薄現(xiàn)象,甚至干噴。當噴涂表面呈45° 弧狀時,約有65 %的涂料損失。
4、正確安排噴漆順序
在噴涂前,要事先檢查鋼結構,對無氣噴涂無法噴到的部位,如邊角、螺絲釘、法蘭等先安排預涂裝。目前,絕大多數(shù)鋼結構廠,在廠房內(nèi)完成底漆、中涂漆和第1 道面漆的噴涂;在工地現(xiàn)場必須對漆膜破損和焊接破壞的地方進行打磨修補,然后進行底漆和中涂漆的修補,再完整噴涂第2道面漆。天熱噴漆時,更要認真安排好噴漆順序,以免漆霧飛揚,使漆膜粗糙。如天熱噴涂箱型鋼構件時,正確的噴涂程序為:預板→端面→左右側板,這樣可避免側板漆膜粗糙。 




